
切割升级1.0:从等离子到激光切割机
在激光应用普及之前,碳钢中厚板通常用火焰切割、等离子切割、高压水切割等传统工艺,其中以等离子切割为代表。等离子切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化,并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。等离子切割配合不同的工作气体几乎可以切割各种类型的金属,通过调节切割电流也可切割超厚板材。
对等离子切割而言,等离子电源的切割电流其最重要的切割工艺参数,直接决定了切割的厚度和速度:电流越大,等离子电弧能量增加,切割能力越强,切割速度也随之提高。但是,切割电流增大也会使等离子电弧直径增加,电弧变粗,使得割缝变宽;同时,切割电流过大也会使喷嘴热负荷增大,喷嘴损伤后切割质量也随之下降。
在加工中薄板时,等离子切割具有速度快、端面光滑等优点,但材料越厚,等离子切割端面越粗糙,垂直度也越差。此外由于等离子电弧直径较宽,使得等离子切割无法切割精密小孔。随着激光的兴起,为应对激光切割的冲击,等离子切割行业开发出精细等离子切割设备,通过极大地缩小喷嘴孔尺寸而产生极度压缩弧,大幅提高电流密度,获得更高的切割精度和更好的光洁度,但依然无法达到激光切割的效果。
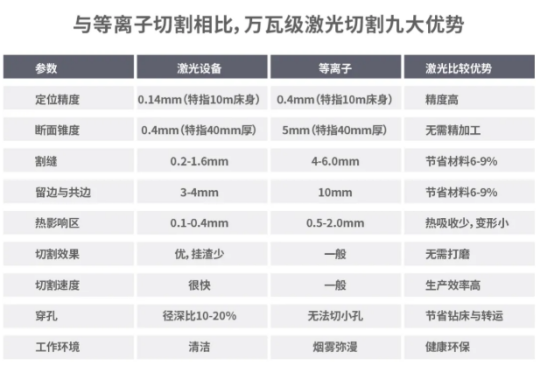
激光切割凭借更高速、更高精度、更环保而逐步赢得市场认可。早期激光功率较低时,激光切割仅在薄板加工上有优势,无法加工中厚板。近年来激光功率不断走高,从6kW,到8kW,12kW,15kW,20kW,再到30kW,功率不断提升,工艺不断改进,激光切割的瓶颈也不断被打破。
本文链接:https://www.goldlaser.cn/Read/1319.html 转载需授权!






