
激光打标机旋转轴怎么操作有哪些注意事项?
打开“激光打标机旋转轴标刻”选项后软件会弹出如下图所示对话框
|
图8-30 旋转轴标刻 |
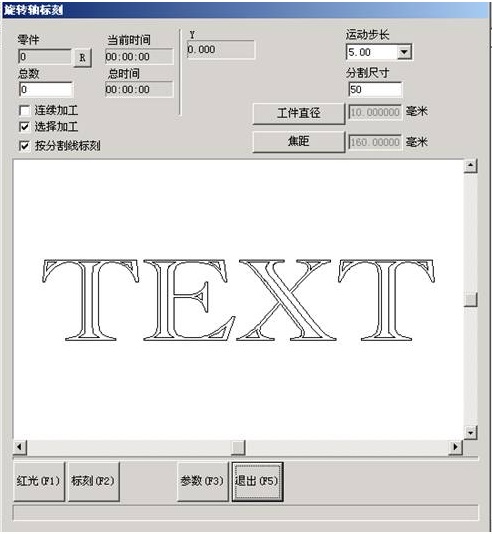
其中需注意的参数:
工件直径:左键选定后会弹出对话框,需按照工件直径填入。
焦距:左键选定后会弹出对话框,需按照F-θ透镜的焦距填入。 注:这2个参数直接影响打标的效果。 标刻幅面有两种设定方式: 1使用均匀分割,通过设定分割尺寸来控制每次标刻幅面的大小。(注意不要勾选“按分割线分割”栏,否则软件将按照分割线分割。) 2使用分割线分割。勾选后,软件会按照分割线进行打标。在打标内容栏中左键连击2次会绘制分割线,在分割线附近点击右键会取消该分割线。分割线与旋转轴方向相同。
“运动步长” 相对于平台运动来说指的是当用户每一次按键盘移动扩展轴时要移动的距离,相对于转轴运动来说指的是运动的圆周距离。按Pageup键可以增加运动步长,按Pagedown键可以减小运动步长。
当扩展轴为X轴时,按键盘CTRL+Left键一次可以使扩展轴X向左移动一个当前步长的距离;按键盘CTRL+Right键一次可以使扩展轴X向右移动一个当前步长的距离。
当扩展轴为Y轴时,按键盘CTRL+Down键一次可以使扩展轴Y向下移动一个当前步长的距离;按键盘CTRL+Up键一次可以使扩展轴Y向上移动一个当前步长的距离。
当扩展轴为Z轴时,按键盘CTRL+Down键一次可以使扩展轴Z向下移动一个当前步长的距离;按键盘CTRL+Up键一次可以使扩展轴Z向上移动一个当前步长的距离。
“零件”:显示框为灰色,即不可人为更改的显示,它表示当前加工工件的数目,是随计算机自动变化的。它后面的“R”按钮为清零按钮。
“总数”:在使用“选择加工时,限定加工的总数,当加工数目达到要求时,软件自动停止加工。
“连续加工”勾选此项表示软件会不停的加工,直到人为停止。
“选择加工”勾选此项表示软件只加工在显示框中选中的内容。
点击参数后将出现对话框图8-31,
|
图8-31 |
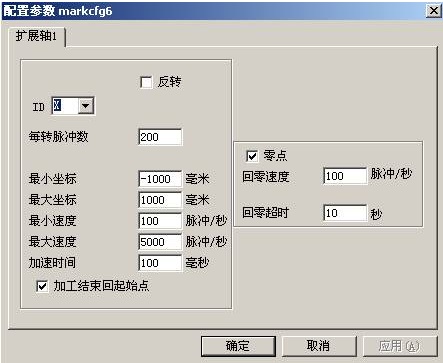
激光打标机旋转轴标刻各参数的功能定义
使能:使能当前扩展轴,选中此项,则表示扩展轴可用。
ID : 设置当前扩展轴对应的轴号。
ID为X时系统进行X轴方向的拼图加工。
ID为Y时Y轴方向的拼图加工。
每转脉冲数:扩展轴电机旋转一周所需要的脉冲数。通过下面的公式我们就可以计算出软件所需要的每转脉冲数X:
X=(360/N)* n
其中
X表示每转脉冲数;
N 表示我们使用的电机的步距角;
n 表示的是驱动器设定的细分数;
最小坐标:扩展轴能运动到的最小逻辑坐标。当扩展轴运动的目标坐标小于最小逻辑坐标时系统会提示超出加工范围。
最大坐标:扩展轴能运动到的最大逻辑坐标。当扩展轴运动的目标坐标大于最大逻辑坐标时系统会提示超出加工范围。
最小速度:扩展轴能运动的最小速度。
最大速度:扩展轴能运动的最大速度。
加速时间:扩展轴从最小速度加速运动到最大速度所需要的时间。
结束回起始点:在加工完毕时,让扩展轴移动回到加工前平台所在的位置。
零点:当前扩展轴是否有零点信号。当扩展轴没有使能零点信号,则扩展轴无法建立一个绝对坐标系,所以在加工一批工件时,需要人为调整位置让每次加工都在同一个位置加工,为了方便我们每次加工都在同一个位置加工,系统每次加工前都把当前扩展轴位置作为默认的原点位置,当加工一个工件完毕时,系统自动把扩展轴移动回到开始加工前的位置,这样加工每个工件都会在同一位置。
回零速度:扩展轴寻找零点信号时的运动速度。
零点偏移:当前扩展轴寻找到零点信号后的离开零点的距离。
回零超时:设定扩展轴寻找零点时所用的时间,如果超过这个时间系统就会提示“回零超时”。
具体详细或购买打标可以联系小编 18375410121 微信同步
本文链接:https://www.goldlaser.cn/sell/1725.html 转载需授权!








